- 教育宝
- 济南
- 设计培训
- 济南匠人匠心机械数控培训学校
- 资讯详情






练就一门职业技能 把握一次机会
济南匠人匠心教育老师直接接听
 微信扫码拨号
微信扫码拨号

确保夹具准确性的五种方法
2025/7/2 0:07:09
 使用夹具的主要目的:确保被加工零件的尺寸(形状)精度和位置...
使用夹具的主要目的:确保被加工零件的尺寸(形状)精度和位置...
使用夹具的主要目的:确保被加工零件的尺寸(形状)精度和位置精度。工件制造精度的影响因素:除机床和刀具因素外,机床夹具必须满足设计精度要求。传统夹具制造工艺:绝大多数仍采用装配调整法。这种夹具制造工艺与普通机械制造类似,所有零件按零件图制造后再进行装配,最终夹具精度依赖于对某一零件的位置或尺寸进行试凑调整或修磨来实现。传统夹具制造的缺点:从实际应用角度看,难以满足装配图中各项尺寸和形状公差的要求。因此,为保证夹具制造精度,必须采用特殊工艺方法。以下 5 种工艺方法可确保工装夹具的精度。1. 成组加工法方法定义:指在加工夹具元件时,同时对多个元件上的相同结构要素进行加工。这些结构要素通常为几何尺寸或截面形状,以及相互之间的相对位置。相同的加工条件便于保证夹具元件的质量和互换性,从而提升夹具整体制造精度。方法分类:根据制造方式不同,成组加工可分为两种具体工艺方法:“配对加工” 和 “镜像加工”。配对加工:指夹具中所有成对元件通过 “组合磨削”“组合镗削”“组合钻削”“组合绞削” 等方式成对加工,以消除工件间的尺寸误差和位置偏差。实际应用:定位销制备、导向孔镗削、轮廓块磨削等。镜像加工法:指对某些具有对称结构的夹具元件,以对称面为界,先加工双倍长度并添加等余量工件,再沿对称面切割,加工后利用镜像原理将两个对称件组合,消除对称误差。案例:V 形定位块的功能设计中具备自动定心功能,其两个工作斜面的对称度精度要求极高。传统 V 形块制造方法通常为整体制造,两个斜面的最终精加工常需在平面磨床上借助精密正弦夹具和 V 形导磁体完成,但该加工方法很难确保 V 形对称度达到理想状态。
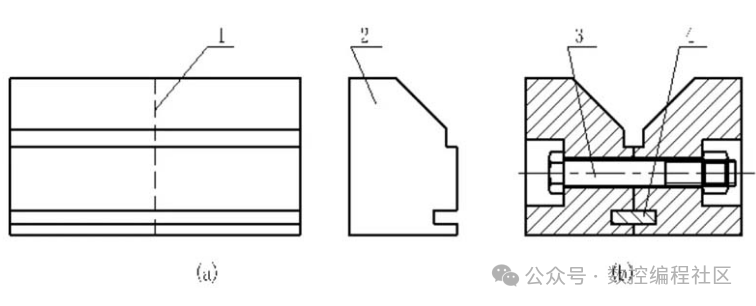
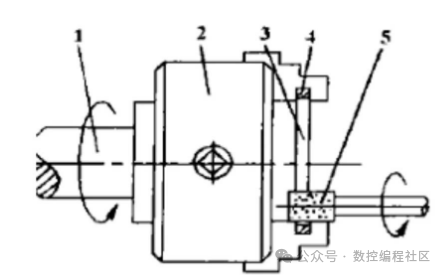
实际应用:采用镜像加工法时,先将 V 形块制成图(a)所示的单体半成品,沿对称面切割并加工螺孔,再按图(b)所示用定位键和连接螺栓装配成组合式 V 形块。工艺特点:无需高精度机床,仅借助普通机床即可使 V 形块的对称度达到极高精度。主要用途:用于制造对称结构或多件重复的夹具元件。2. 临机加工法方法定义:利用夹具所在机床的切削功能对另一零件进行切削,消除彼此间的位置误差,确保各零件占据理想位置,从而提升制造精度。工艺特点:利用夹具所在机床进行最终加工,确保夹具精度。主要用途:用于夹具定位元件的机加工过程,保证机床装配中机芯的最终精度。典型应用:磨床磨削外圆柱面轴类夹具和磨削内表面夹具、车床心轴类夹具、铣床工作台、平面磨床电磁吸盘。工艺优势:消除夹具制造、装配及安装中的误差,最终获得极高精度。使用条件:临机加工法仅适用于具备临机加工条件的机床。图样设计:当设计者要求采用该工艺方法设计夹具时,需在夹具总图上注明 “按图样尺寸预留精加工余量,待机床最终加工”。
3. 找正固定法
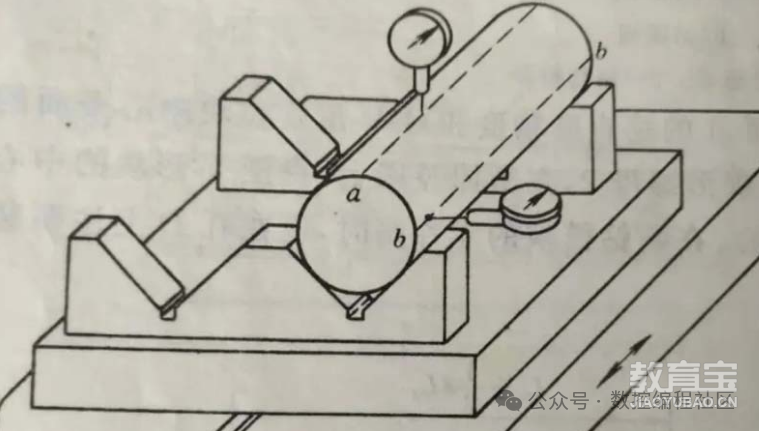
先找正后固定的方法通常使用通用测量工具。应用实例:V 形定位块的找正固定,已完成 V 形固定块上定位键定位槽和螺栓的安装加工。方法流程:用百分表找正心轴上母线与测量母线,使心轴与定位键表面(T 形槽侧面)及夹具安装基准面平行。找正过程需反复调整和修磨,完成后拧紧螺钉,钻铰固定销孔并打入固定销。工艺特点:找正精度取决于工人技术水平、测量工具精度及测量基准的精度。4. 过渡基准法夹具设计中常遇到要求较高的斜孔和斜面,由于加工设备限制,需将斜孔和斜面置于垂直或水平位置以便加工。因测量技术困难,加工中无法直接测量和控制其尺寸,故需设置工艺基准孔作为过渡基准,将需控制的尺寸转化为可直接测量或控制的工艺尺寸。通过控制转化后的工艺尺寸,间接保证工件设计尺寸的要求,该工艺方法称为过渡基准法,已在夹具制造实践中广泛应用。应用案例:
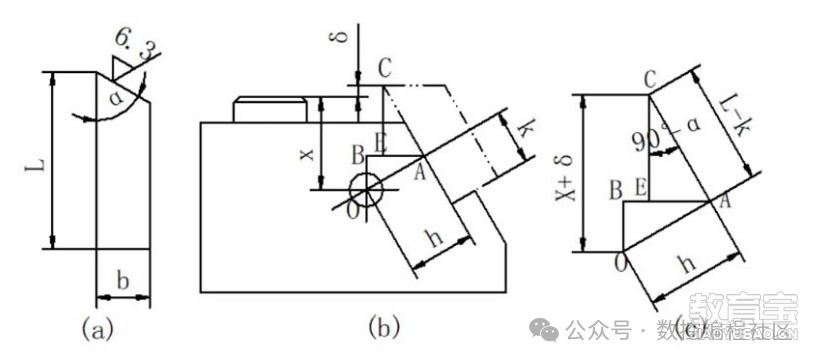
如上图所示,在保证尺寸 h 和 K 的前提下,只要保证刀块工作面到工艺基准孔 O 的轴线 X 的距离,即可保证长边尺寸 L 的加工要求。此外,在镗床上加工某些大型镗模时,以工艺基准孔为过渡基准是常用的有效工艺方法。采用该方法时,镗模整体装配后,可从镗模两端依次加工同轴度要求较高的导向孔。水平镗头加工完模板一端的导向孔后,用垂直镗头在模板两端加工两个工艺基准孔,其中心应与已加工导向孔的中心线垂直相交。将镗模翻转,在工艺基准孔中装入工艺圆柱销,在垂直镗头上夹持百分表,来回移动横梁校正两端工艺圆柱销的中心位置,校准固定后即可加工另一端模板的导向孔。由于夹具整体装配后加工,该方法可保证高同轴度。5. 装配加工法
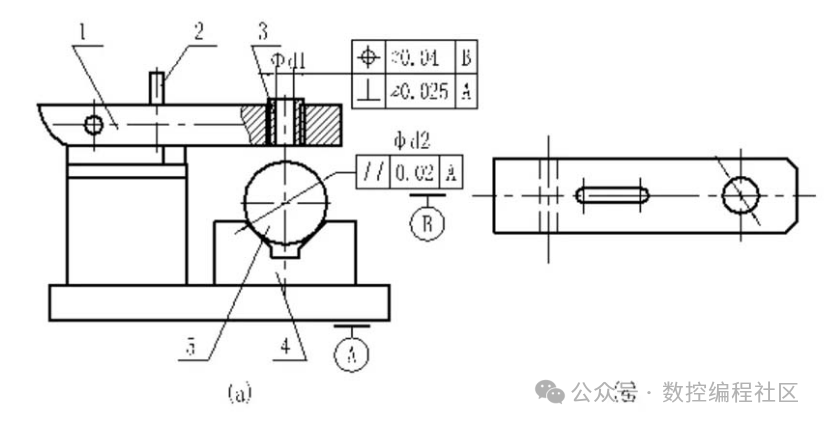
设计要求:钻套内孔 φd1 的中心轴线对安装基准面 A 的垂直度,以及 V 形定位块中心平面的位置精度。加工工艺:在坐标镗床上,找正 V 形定位块的中心平面,装配后拧紧蝶形螺母,在钻模板上镗削衬套底孔。工艺特点:依托坐标镗床的精度,直接保证夹具所需的位置精度,是确保钻套中心轴线与夹具安装基准面垂直度的*有效方法。常用钻镗夹具的导套底孔均采用该工艺方法加工。
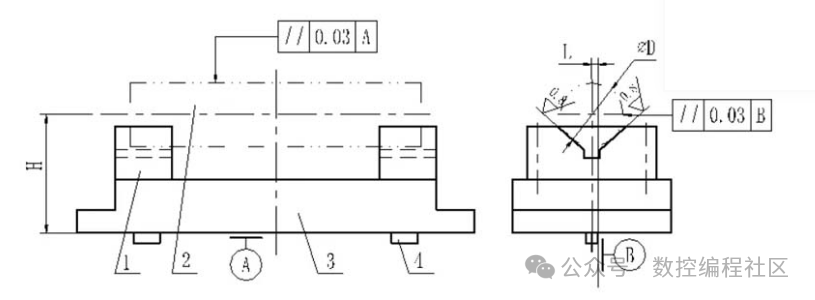
设计要求:两个 V 形块的位置由高度尺寸 H 和水平尺寸 L 确定,两个定位键的侧面以基准 B 表示。夹具设计要求两个 V 形块的定位面必须与工件完全接触,同时保证两项平行度要求。工艺过程:为保证 H、L 及两者的平行度,制造夹具时可先将两个 V 形块加工成斜面,预留足够磨削余量的半成品,将 V 形块装配到夹具体上,用圆锥销固定 V 形块和夹具体。在工具磨床或导轨磨床上,以 A 和 B 为定位基准,磨削 V 形块的 90° 斜面,满足 H、L 及两项平行度公差要求。

专业解答各类课程问题、介绍师资和学校情况
微信号:131******18
-
![]()
-
济南匠人匠心科技教育
2025/7/2 0:06:59![]()
-
![]()
-
济南匠人匠心科技教育
2025/7/2 0:06:59![]()
-
![]()
相关资讯





“济南匠人匠心机械数控培训学校”是济南匠人匠心教育咨询有限公司在教育宝平台开设的店铺,若该店铺内信息涉嫌虚假或违法,请点击这里向教育宝反馈,我们将及时进行处理。
机构评分
环境:5.0师资:5.0服务:5.0效果:5.0
相关课程
-
![]()
UG加工中心三轴编程
请询价 -
![]()
UG加工中心四、五轴编程
请询价 -
![]()
机械设计solidworks
请询价 -
![]()
CAD机械制图
请询价 -
![]()
UG造型
请询价





 在线咨询
在线咨询
 申请优惠
申请优惠
 预约试听
预约试听

 返回顶部
返回顶部