





采用“定制+实践+生产”培训模式
苏州金伯乐教育老师直接接听
 微信扫码拨号
微信扫码拨号

立式加工中心操作规程
作者:金伯乐教育 来源:jbljykj.com 2023/2/1 17:26:22
 打开开关按钮,此时机床和控制器指示灯变亮。
检查急停按钮是否松开至状态,若未松开,按急停按钮,将其松开。
打开开关按钮,此时机床和控制器指示灯变亮。
检查急停按钮是否松开至状态,若未松开,按急停按钮,将其松开。
1机床准备
1.1激活机床
打开开关按钮,此时机床和控制器指示灯变亮。
检查急停按钮是否松开至状态,若未松开,按急停按钮,将其松开。
1.2机床回参考点
检查操作面板上方式选择旋钮是否在回零模式,若是,则已进入回原点模式;若不是,则操作模式旋钮,使之切换到回原点模式。
X轴回参考点:按手动轴选择旋钮,选择X轴,按“+”将X轴回参考点,回到参考点之后,X轴的回零灯变亮,CRT上的X坐标变为“0.000”;
Y轴回参考点,Z轴回参考点操作方法与X轴一样
2 对刀
数控程序一般按工件坐标系编程,对刀的过程就是建立工件坐标系与机床坐标系之间关系的过程。
其中将工件上表面中心点设为工件坐标系原点。将工件上其它点设为工件坐标系原点的对刀方法类似。
2.1 立式加工中心对刀
立式加工中心在选择刀具后,刀具被放置在刀库中心。对刀时,首先要使用基准工具在X,Y轴方向对刀,再拆除基准工具,将所需刀具装载在主轴上,在Z轴方向对刀。
1、X、Y轴对刀:加工中心在X、Y方向对刀时使用的基准工具是寻边器。
寻边器:有固定端和测量端两部分组成。固定端由刀具夹头夹持在机床主轴上,中心线与主轴轴线重合。在测量时,主轴以400-600rpm旋转。通过手动方式,使寻边器向工件基准面移动靠近,让测量端接触基准面。在测量端未接触工件时,固定端与测量端的中心线不重合,两者呈偏心状态。当测量端与工件接触后,偏心距减小,这时使用点动方式或手轮方式微调进给,寻边器继续向工件移动,偏心距逐渐减小。当测量端和固定端的中心线重合的瞬间,测量端会明显的偏出,出现明显的偏心状态。这是主轴中心位置距离工件基准面的距离等于测量端的半径。
X轴方向对刀:将操作面板上的方式选择旋钮设为“手动”,进入“手动”方式;按MDI键盘上的“POS”按钮,使CRT界面上显示坐标值;适当使用手动轴选择旋钮和按手动移动“+”、“-”,将机床移动到如图(一)所示的大致位置,按操作面板上的主轴 “启动”按钮,使主轴转动。未与工件接触时,寻边器测量端大幅度晃动。移动到大致位置后,将操作面板上的方式选择旋钮设为手轮模式,采用手动脉冲方式精确移动机床,将操作面板上手动轴选择旋钮置于X档,调节手轮进给速度旋钮,用手轮摇动移动寻边器。寻边器测量端晃动幅度逐渐减小,直至固定端与测量端的中心线重合,如图(二)所示,若此时用增量或手轮方式以最小脉冲当量进给,寻边器的测量端突然大幅度偏移,如图(三)所示。即认为此时寻边器与工件恰好吻合。
记下寻边器与工件恰好吻合时CRT界面中的X坐标,此为基准工具中心的X坐标,记为;将定义毛坯数据时设定的零件的长度记为;将基准工件直径记为。(可在选择基准工具时读出)则工件上表面中心的X的坐标为基准工具中心的X的坐标 - 零件长度的一半 - 基准工具半径。即。结果记为X。
Y方向对刀采用同样的方法。得到工件中心的Y坐标,记为Y。
完成X,Y方向对刀后,将操作面板上的方式选择旋钮设为手动,进入“手动”方式;将操作面板上手动轴选择旋钮设在Z轴位置;按“+”按钮,将Z轴提起,停止主轴转动,再拆除基准工具。
2、Z轴对刀:立式加工中心Z轴对刀时首先要将已放置在刀架上的刀具放置在主轴上,再逐把对刀。
装刀:立式加工中心需采用MDI操作方式装刀。将操作面板上的方式选择旋钮设为MDI运行模式。按MDI键盘上的“PROG”键,利用MDI键盘输入“G28Z0.00”,按“INSERT”键,将输入域中的内容输到指定区域。按 “循环启动”按钮,主轴回到换刀点, 利用MDI键盘输入“T01M06”,按“INSERT”键,将输入域中的内容输到指定区域。按“循环启动”按钮,一号刀被装载在主轴上;
试切法:选择所需刀具,装好刀具后,适当使用手动轴选择旋钮和手动移动 “+”,“-”按钮,将机床移到一个大致位置,按 “启动”按钮使主轴转动;将操作面板上手动轴选择旋钮设在Z轴位置;按“-”按钮,切削零件的声音刚响起时停止,使刀具将零件切削小部分,记下此时Z的坐标值,记为Z,此为工件表面一点处Z的坐标值。通过对刀得到的坐标值(X,Y,Z)即为工件坐标系原点在机床坐标系中的坐标值。
注:其它各把刀再进行对刀时只需依次重复上述步骤。
-
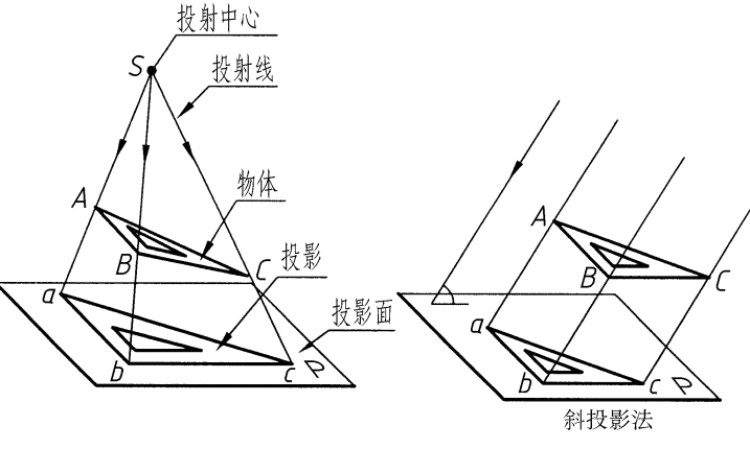
投影基础
点、直线和平面是组成物体的基本几何元素,掌握它们的投影规律和图示特征能为学习后 面各章打下重要的基础。本章研究如何把三维空间中几何元素在二维平面上表达出来的理论和方法。
2023/2/1 17:26:18![]()
-
ABB程序数据—速度数据speeddata
ABB程序数据页面上都有各种数据,都包含有机器人的行走速度和电池状态以及各程序直接的转化等,因此程序数据页面是为了方便观察人的观察。
2023/1/31 17:54:46![]()
-
![]()
-
![]()
-
数控加工中心工艺特点
加工中心和数控铣床有很多相似之处,但主要区别在于刀具库和自动刀具交换装置(ATC,Autmatic Tools Changer),是一种备有刀库并能通过程序或手动控制自动更换刀具对工件进行多工序加工的
2022/11/28 11:58:52![]()
相关资讯




“金伯乐教育”是苏州金伯乐教育科技有限公司在教育宝平台开设的店铺,若该店铺内信息涉嫌虚假或违法,请点击这里向教育宝反馈,我们将及时进行处理。
相关课程
-
![]()
高级电工应用及实战
请询价 -
![]()
非标机械设计工程
请询价 -
![]()
发那科机器人编程与实战
请询价 -
![]()
CNC数控编程
请询价 -
![]()
PLC西门子S7-1200/1500
请询价





 在线咨询
在线咨询
 申请优惠
申请优惠
 预约试听
预约试听

 返回顶部
返回顶部